
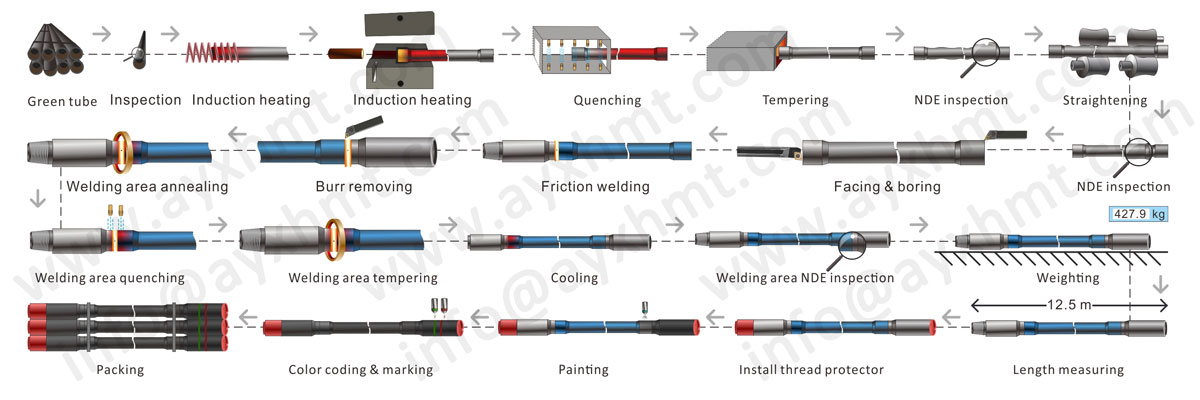
La ligne de production de tiges de forage API 5DP est composée d'un four de chauffage par induction, d'un dispositif d'alimentation et de déchargement automatique, d'une presse de refoulement hydraulique, d'une machine d'essai de mandrin de dérive, d'une ligne de traitement thermique de tiges de forage, d'une machine de redressage hydraulique, d'un tour à huile, d'une machine de soudage par friction, d'un traitement thermique de la zone de soudage ligne, machine à peindre, machine à mesurer la longueur et le poids et machine à coder et à marquer les couleurs, etc.
I. Gamme de produits
Gamme de diamètre de tube de forage: de 60,3 mm à 168,3 mm (à partir de  ” à
” à  ”)
”)
Nuance d'acier: E75, X95, G105 et S135
Formes dérangeantes: UE, UI et IEU.
II. Productivité
0,5 pièce / min, 2 équipes / jour, 260 jours ouvrables / an.
Productivité par an 0,5 × 60 × 2 × 8 × 260 = 124800 pièces
III. Description de l'équipement clé
1. Presse hydraulique de refoulement

La presse hydraulique de refoulement choisie pour cette production a une capacité suffisante pour bouleverser le corps de tube minimum et maximum de ” à ” (de 60,3 mm à 168,3 mm).
2 ensembles de presses hydrauliques à refouler sont placés simultanément, un ensemble de presse hydraulique à refouler est utilisé pour terminer le refoulement à une extrémité du corps du tube, un autre ensemble de presse hydraulique à refouler utilisé a bouleversé une autre extrémité du corps du tube, ce qui augmente considérablement la productivité et l'efficacité.
L'ensemble des processus de refoulement, y compris le chargement des tubes, le transport des tubes, l'alimentation, le chauffage par induction, le serrage des matrices, les refoulements, le refroidissement des matrices et la lubrification des matrices, sont entièrement automatiques.
2. Machine d'essai de mandrin de dérive
Après le bouleversement, le test du mandrin de dérive doit être effectué conformément à la norme API 5DP.
Cette machine d'essai de mandrin de dérive est un équipement spécial pour l'inspection de la qualité du diamètre des tuyaux d'huile. Il adopte une jauge de diamètre standard pour tester la cylindricité et la rectitude du corps du tube après le bouleversement.
3. Tour à huile
Notre société peut fournir un tour à huile CNC à plat de type économique, un tour à huile CNC à banc incliné modéré et un tour à huile CNC à haute performance.
Le tour à huile CNC à plat de type économique est équipé de mandrins pneumatiques doubles, d'une tourelle électrique V4, d'un système CNC SINUMERIK808D ou Fanuc 0i-TF.
Le tour à huile CNC à banc incliné est équipé de doubles mandrins hydrauliques, d'une tourelle hydraulique H8, d'un système CNC Fanuc 0i-TF.
Les deux types de tours à huile peuvent être utilisés pour faire face et percer le corps du tube après le bouleversement.
4. Machine de soudage par friction hydraulique
La machine de soudage par friction hydraulique peut réaliser l'alimentation automatique du corps du tube, le soudage par friction, l'enlèvement des billes de soudage à l'intérieur et à l'extérieur, la décharge du tube de forage après le soudage. L'enlèvement du cordon de soudure interne est réalisé par un poinçon interne, l'enlèvement du cordon de soudure externe est effectué par un outil de coupe. Les actions de l'équipement sont cohérentes, précises et la partie de soudage de la pièce est soudée à pleine surface de contact, l'orientation axiale et radiale est précise.
Les première et deuxième classes de frottement et de bouleversement sont contrôlées par le temps, et les paramètres de temps peuvent être prédéfinis ou modifiés par PLC et écran tactile, ce qui est pratique pour changer la norme et réaliser un soudage automatique lors du soudage de nombreux types de pièces.
Dans le processus de soudage, la vitesse de broche, la pression axiale, le déplacement de la glissière, la courbe de courant du moteur de broche, les données et l'état des commutateurs peuvent être affichés en temps réel.
5. Ligne de traitement thermique de la zone de soudage

Le four à induction à fréquence intermédiaire est utilisé pour chauffer la zone de soudage du tube de forage à la température de recuit pour éliminer les contraintes de soudage. Après cela, la zone de soudage est chauffée à la température de trempe, puis de l'eau est pulvérisée sur la zone de soudage pour le refroidissement. Enfin, la zone de soudage est chauffée à la température de revenu et maintenue à cette température pendant un certain temps.
Les bobines d'induction ont des fonctions de réglage de position (haut et bas, gauche et droite, avant et arrière) pour assurer une position de chauffage précise.
Pendant le processus de chauffage, la tige de forage tourne sur le convoyeur de tuyaux pour assurer une température uniforme.
CONTACTEZ NOUS
Notre équipe d'assistance répond habituellement pendant 24 heures.



















